 Launch Exhibition
Launch Exhibition
 Release information
Release information



塑料注射成型的一个显著优势就是能够以相对开发成本而言(工具)较低的单价成本生产非常大批量的产品。不过,这些相同的大体量生产需要使用良好的模具设计。
细小的,逐步改进的模具设计,对小批量注塑部件的生产影响可能微不足道,但在生产数百万个成品零件时就会产生重大的经济影响。这就是为什么在任何工具项目在设计阶段,采用合理的设计逻辑至关重要。
以下是为高温环境中使用的产品设计两个多腔注塑模具时,需要考虑的四大关键因素。
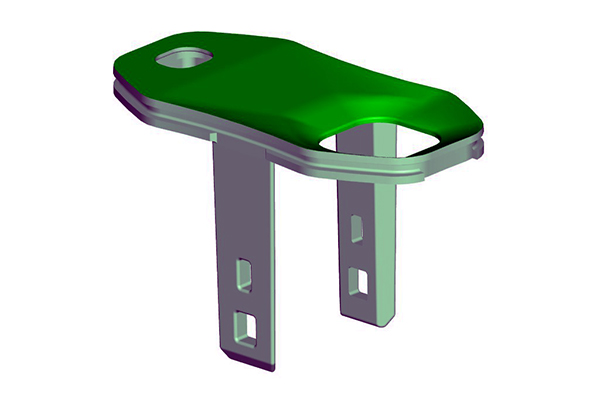 该部件由高温 PEEK 塑料制成
该部件由高温 PEEK 塑料制成
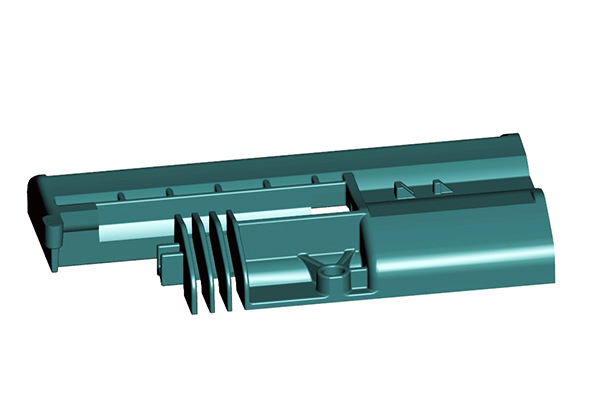
该部件由 PPSU 塑料树脂制成
1. 材料设计
有数千种热成型树脂,每种都具有独特的化学和机械性能。在这项研究中,其中一个部件由 30% 的玻璃填充 PEEK 制成。PEEK 是一种用于汽车、航空航天和医疗应用的高温工程塑料。添加玻璃纤维使其更加坚固耐用。使用 PEEK 时,重要的是要知道必须使用正确的模具钢。
我们使用 S136 不锈钢作为工具。为什么?这种金属有几个重要的优点。一方面,不锈钢对树脂的腐蚀性化学影响最有抵抗力。它可以抵抗玻璃纤维的磨损,并经过高度抛光以获得出色的表面质量。最重要的是,它适用于 PEEK 要求的较高温度下的大型生产运行。
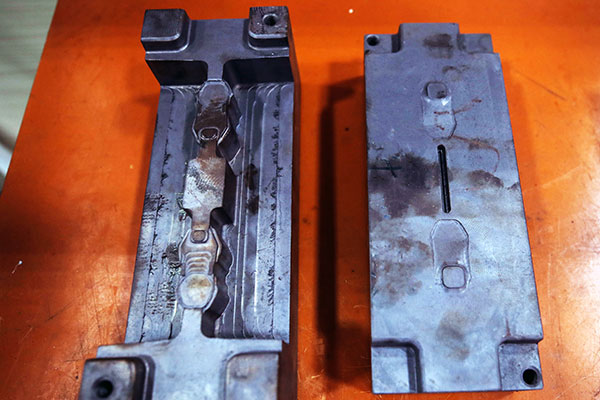
这些刀片在热处理和抛光前经过粗铣
由于 PEEK 需要在高温和高压下注入,因此必须对工具钢进行热处理以获得额外的强度和热稳定性。所以这个热处理过程是在CNC加工之后,但在最终抛光之前完成的。
请注意,我们只加工了部分模具插件。插入件一旦准备好,就被放置在一个更大的模块化模具内,然后将该模具放入机器中。这有助于降低总工具成本。
由 S136 不锈钢制成的加热模具嵌件
该模具还使用热流道系统。PEEK 树脂需要在 190 度下注入。C,但注塑机只能达到170度左右。因此,有必要使用电加热系统。这也更有效地调节温度以获得出色的结果。
由 S136 不锈钢制成的 PPSU 模具
另一种塑料树脂是PPSU,它不需要这么高的温度。客户再次选择使用 S136,因为这是一款适用于大批量生产的完整生产工具。
2. 拔模角度设计
每种树脂都有独特的收缩率和收缩百分比,这决定了它在成型后与工具壁的抓握强度。这种粘在模具内的趋势必须通过合理的拔模角策略来抵消。
使用树脂制造商的产品规格表来帮助您计算最小拔模角度。请注意,这些也可以根据设计特征进行修改。
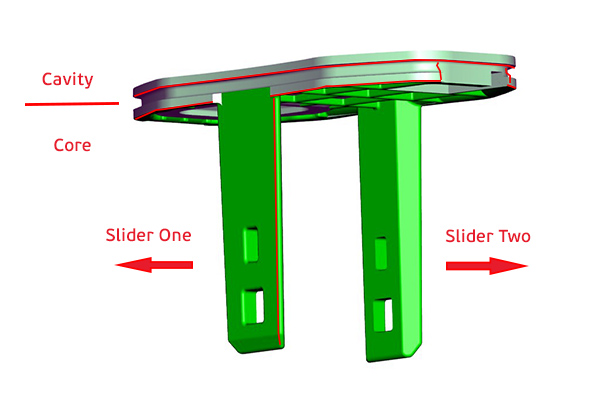
移动分型线也需要更大的拔模角
如果分型线处有大量拔模,这可能会导致模具溢料。因此,我们将分型线移动到模具的型芯侧,这样潜在的飞边就不会影响零件的装饰面。
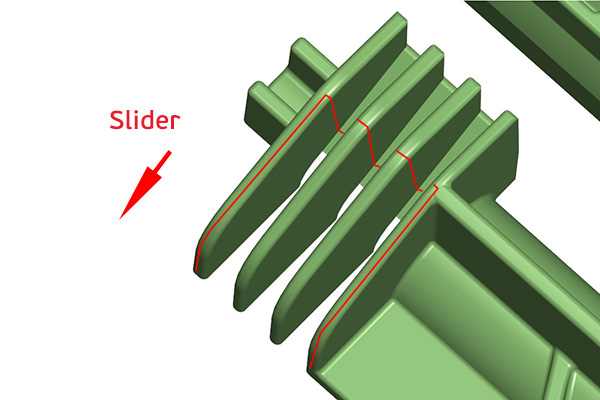
细而深的加强筋需要特别注意拔模角
在较小的细节区域规划草图可能更具挑战性,特别是如果特征不在模具的绘制线上。在本例中,将使用滑块来制作这些翅片,滑块还必须具有拔模斜度,以免在成型后粘住零件甚至折断。
3. 壁厚设计
管理壁厚对于控制应力痕迹很重要。但也需要考虑最小壁厚。
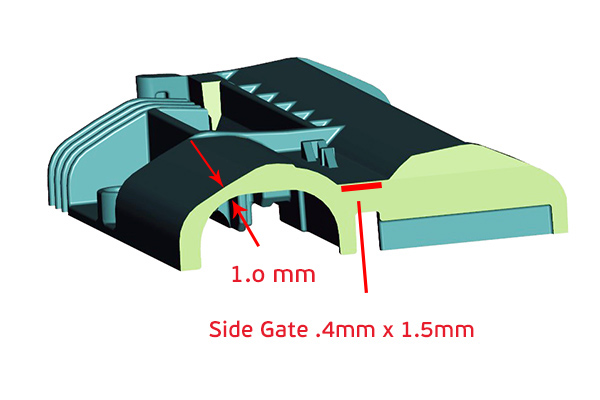
浇口附近注射压力高
在这个区域,最初的设计要求只有 0.6 毫米的壁厚。实际上,这会产生至少三个问题。
首先,填充这个狭窄区域需要很大的注射压力。如此大的压力会产生内部应力,从而损坏零件或导致塑料树脂降解。
其次,这种压力正好施加在分割线处,增加了闪光的可能性。该闪光需要额外的时间和精力才能去除,并且会在成品上留下相应的标记。
第三,这种应力也会对模具产生不利影响,显着降低潜在的工具寿命。这可能是一个代价高昂的问题,需要避免。因此,我们的建议是将壁厚增加到至少 1 毫米。这将这方面的压力降低到更易于管理的程度。
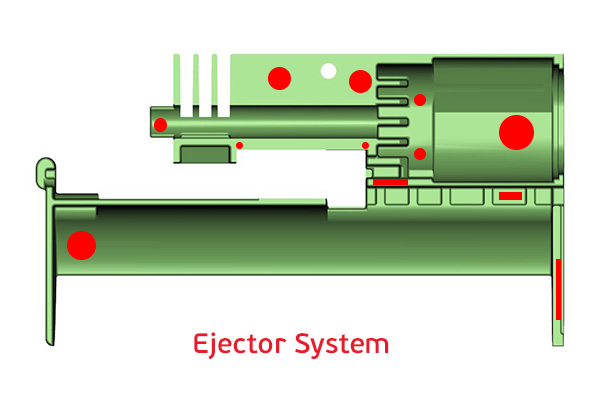
4. 弹射设计
一个好的弹出策略应该从一开始就成为设计过程的一部分,而不是事后才想到。
这有几个合理的原因,尤其是在薄零件上。薄零件边缘提供的区域太小而无法推入标准销。在某些情况下,必须改为制作脱料板。脱模板适用于更大的表面积,但在模具上制造它们也更耗时且成本更高。
某些零件几何形状难以平衡
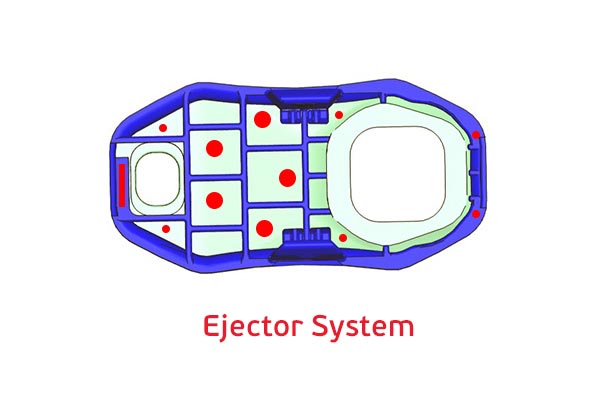
对称部分更容易平衡
此外,考虑到不同的壁厚和质量,需要在零件的表面积上平衡顶出力的施加。如果这些力不均匀,则零件可能会翘曲甚至断裂。
 PPSU 零件被弹出
PPSU 零件被弹出
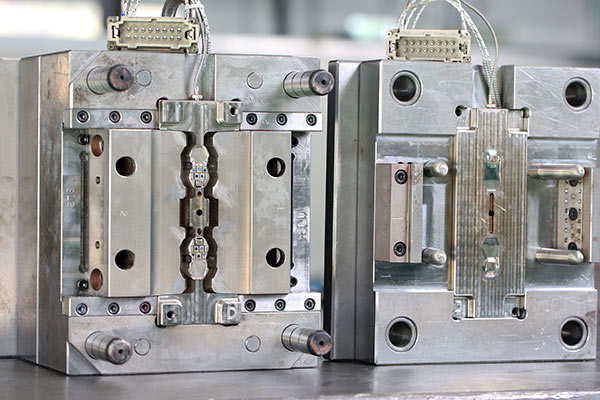
 顶针在工具中清晰可见
顶针在工具中清晰可见
顶针在浇口周围区域尤为重要。如果型腔中存在短射,这些销会很有帮助,导致浇口被塑料堵塞并需要清除。
因此,设计师可以考虑几个潜在的解决方案。一种是让墙壁更厚,当然要始终保持平衡。另一种方法是创建专门设计的垫或其他平坦区域,以提供一个推动区域,以供销钉的作用力抵抗。

在不同模具温度下制造的相同零件
请注意,左侧零件的表面质量较差。这是由于在低温下注入 PEEK 树脂,导致树脂流动性差。加热流道系统生产右侧的零件。
 Pages you might like
Pages you might like




 Today's topic
Today's topic

















 Latest information
Latest information





 Matchexporen service number, scan it
Matchexporen service number, scan it
 Global exhibition registration: add official account
Follow official account
Online support
Global exhibition registration: add official account
Follow official account
Online support
 鄂ICP备2022017323号
鄂ICP备2022017323号
 鄂公网安备 42018502006493
鄂公网安备 42018502006493